

Pharmazeutische Industrie
Die Microfluidizer®-Technologie – das Rezept für Ihren Erfolg
Microfluidizer®-Equipment für die pharmazeutische Industrie
Mit Hilfe der Microfluidizer®-Technologie machen Forscher das bis dahin Unmögliche möglich. Die gezielte Wirkstofffreisetzung von multifunktionalen nanotechnologiebasierten Wirkstoffformulierungen ist ein Beispiel dafür.
Über 1100 pharmazeutische Unternehmen – darunter 19 der 20 global führenden -nutzen die Microfluidizer®-Technologie für Ihre anspruchsvollsten Formulierungen wie Nanoemulsionen, Verkapselungen und Dispersionen sowie für Zellaufschlüsse. Kunden wie Abbott Laboratories, Bristol-Myers Squibb, Eli Lilly, GlaxoSmithKline, Merck, Novartis, Pfizer, Schering-Plough und Wyeth nutzen Microfluidizer® für die Entwicklung und Herstellung einer Vielzahl von aktuell vermarkteten Medikamenten und Impfstoffen.
Nachgewiesene Prozesseffizienz
Ob Start-up-Unternehmen, Lohnhersteller oder globaler Pharmakonzern – fast 2/3 der über 3000 Microfluidizer® weltweit sind für biopharmazeutische Anwendungen im Einsatz. Durch die gleichmäßige und effektive Zerkleinerung verbessert die Microfluidizer®-Technologie Qualität, Stabilität, Bioverfügbarkeit und Effizienz vieler Wirkstoffformulierungen.
Resultate
Mit Hilfe der Microfluidizer®-Technologie machen Forscher das bis dahin Unmögliche möglich, wie z.B. die gezielte Wirkstofffreisetzung von multifunktionalen nanotechnologiebasierten Pharmazeutika.
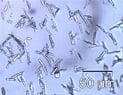
Kolitis vor der Verarbeitung
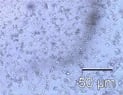
Kolitis nach der Verarbeitung
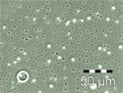
Krebsemulsion vor der Verarbeitung
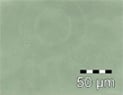
Krebsemulsion nach der Verarbeitung
Pharmazeutische Anwendungen
Microfluidizer®-Hochdruckhomogenisatoren werden zur Herstellung unterschiedlichster pharmazeutischer Produkte genutzt, wie z.B.:
- Impfstoffe und Adjuvanzien
- Krebstherapeutika
- Antibiotika
- Injizierbare Formulierungen
- Inhalierbare Formulierungen
- Liposomale Formulierungen
- Anästhetika
- Steroide
- Wirkstoffnanosuspensionen
- Parenteralia
Merkmale der Microfluidizer®-Technologie
Microfluidizer®-Hochdruckhomogensatoren bieten:
- Gleichmäßige Partikelgrößenreduzierung
- Garantierte Skalierbarkeit
- Spezielle Modelle für biopharmazeutische Anwendungen
- Optionale Dampfsterilisierbarkeit
- cGMP/21 CFR part11- Konformität
Vorteile der Microfluidizer®-Technologie
Vorteile der Microfluidizer®-Technologie für pharmazeutische Unternehmen:
- Bessere Zerkleinerungswirkung als herkömmliche Homogenisatoren
- Erhöhung der Bioverfügbarkeit von Wirkstoffen
- Stabilitätsverbesserung
- Gezielte Wirkstofffreisetzung /targeted Drug Delivery
- Vereinfachte Sterilfiltration (< 200nm)
- Kontaminationsarmes Verfahren
Pharmazeutische Produktion und Microfluidics’ Service
Pharmazeutische Anwendungen stehen bei Microfluidics seit mehr als 25 Jahren im Mittelpunkt. Neben qualitativ hochwertigen Maschinen für die Verarbeitung komplexer pharmazeutischer Wirkstoffe und Formulierungen bietet Microfluidics auch einen exzellenten Service:
- Abnahmetests (FAT und SAT)
- Installation Qualification/Operational Qualification (IQ/OQ)
- Inbetriebnahme und Mitarbeiterschulungen
- Prozessentwicklungsunterstützung
- Wartungsverträge
- Scale-up-Tests